Mieux prescrire l’acier – Choix d’acier de qualité Z
Introduction – Définition
L’acier moderne de construction (profilés, plats, tôles
épaisses ou minces) est un matériau ductile, on mesure sa ductilité par sa
capacité d’allongement ou déformation avant de se rompre. À partir d’un essai
classique de traction l’allongement à la rupture pouvant atteindre une valeur
importante de 45% pour les aciers courants de nuances S235 à S355 et cette
ductilité diminue pour les aciers à haute limite d’élasticité (HLE) de nuance
S460 à S690 voire S700.
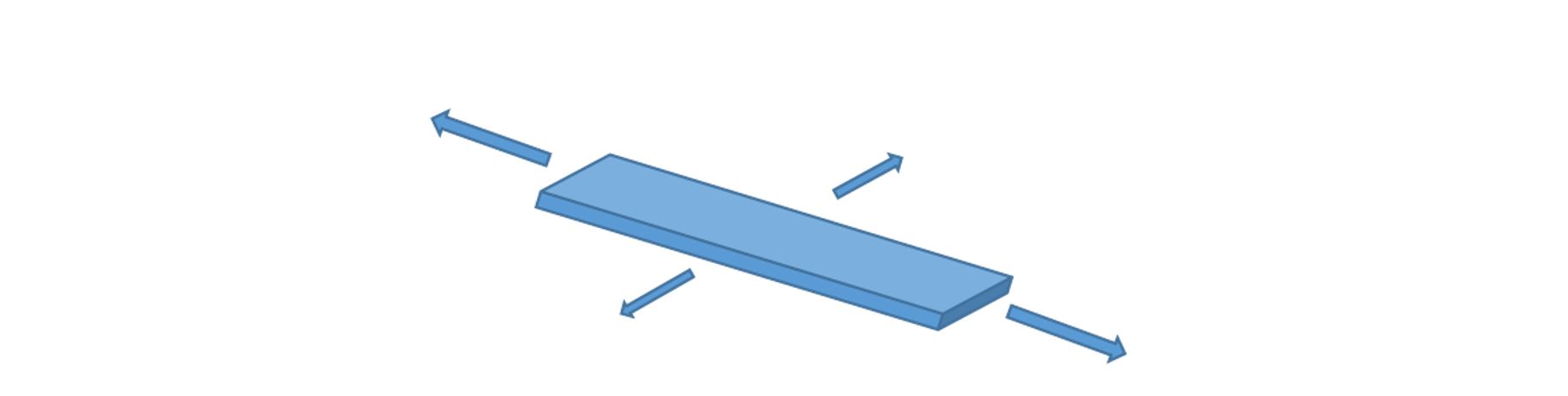
Cette notion de ductilité importante de l’acier mérite
une précision car elle concerne la capacité de l’acier à se déformer sous
l’effet de tractions ou compression dans le plan de la tôle (figure 1)
Figure 1 : Efforts dans le plan
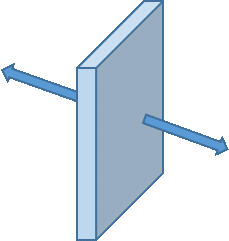
Lorsque l’acier est soumis à des efforts de traction hors plan (figure 2) sa ductilité diminue dramatiquement et sans traitement supplémentaire lors de l’élaboration de l’acier l’allongement à la rupture reste à un niveau de l’ordre de 10%
Figure 2 : Efforts hors plan
Attache directe d une suspente
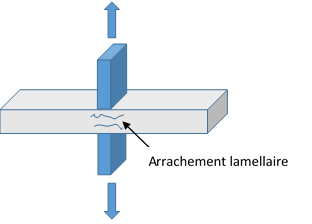
Pour des applications spécifiques (attache directe, par exemple, d’une suspente par soudure directe sur la tôle) ou pour des modes et procédures contraignantes de fabrication (soudage avec bridage) on a besoin d’une grande ductilité hors plan afin d’éviter un arrachement lamellaire de la tôle suite aux opérations de soudage pour assembler les tôles comme le montre la figure 3. Dans ce cas on parle d’acier Z.
figure 3 – arrachement lamellaire
L’acier Z se définit donc comme un acier ayant des
propriétés mécaniques adéquates (améliorées) dans le sens de l’épaisseur
permettant d’éviter l’arrachement lamellaire.
Procédure de prescription de l’acier Z
La norme EN 1993-1-10 « Choix des qualités d’acier »
indique la procédure pour définir la sensibilité à l’arrachement lamellaire de
l’acier et le niveau de performance à exiger lors de la commande acier pour se
prémunir vis-à-vis de ce risque.
La démarche est la suivante :
On calcule une valeur requise de Z qu’on note ZEd
ZEd = Za + Zb + Zc + Zd + Ze
Par référence au tableau 3.2 de l’EN 1993-1-10 les
paramètres à prendre en compte sont :
• L’épaisseur de
gorge de soudure et la hauteur de la soudure concernant les déformations
provoquées par le retrait du métal (Za = 0 pour des gorges de 5 mm à Za
= 15 pour des gorges de 35 mm ou plus)
• Forme et
position des soudures dans les assemblages en T, cruciformes et en angle (Zb
= -25 à 8. La valeur négative c’est une bonification)
• Effet de
l’épaisseur de la platine qui risque de subir l’arrachement lamellaire (Zc
= 2 à 15)
• Effet de bridage
de la tôle par la structure après soudage (Zd = 0 à 5)
• Influence de
préchauffage (Ze = 0 en l’absence de préchauffage et Ze =
-8 pour un préchauffage au moins égal à 100°C)
En calculant la valeur de ZEd et selon le
résultat on jugera de la nécessité d’utiliser un acier présentant des
propriétés améliorées dans le sens de l’épaisseur (Tableau 3.2 de l’EN 1993-2)
Si ZEd
≤ 10 il n’est pas
nécessaire de spécifier un acier Z
Si 10 < ZEd ≤ 20 La qualité pour l’acier
doit être au moins Z15
Si 20 < ZEd ≤ 30 La qualité pour l’acier
doit être au moins Z25
Si ZEd > 30 La qualité pour l’acier doit être au moins Z35
Une fois le constructeur a demandé un acier Z
La qualification par le fournisseur d’un acier en
qualité Z15, Z25 ou Z35 est à réaliser conformément à la norme EN 10164 :
Le fournisseur va réaliser au moins 3 prélèvements dans
le sens de l’épaisseur de la tôle et procéder à au moins 3 essais de traction
et garantir une valeur moyenne minimale de striction de 15, 25 ou 35% selon la
qualité demandée (figure 4). Cette valeur est à porter au certificat de
livraison 3.1
figure 4- Prélèvement pour des essais de caractérisation de l’acier Z