Catégorie :SoudageQualification de mode opératoireQMOSEN 1090Pratique et techniques de la CM
26 mai 2025
Qualification d’un mode opératoire de soudage – La qualification par épreuve de qualification #1
Il existe différentes méthodes pour réaliser une qualification d’un mode opératoire de soudage (QMOS). Cet article métalétech présente la méthode la plus courante : Qualification par épreuve de qualification. Lisez cet article pour connaître les exigences d’essais et de qualité. Le domaine d’application d’une QMOS établie selon cette méthode sera présenté dans la deuxième partie.
Introduction
Les normes NF EN ISO 15607 [1] et NF EN 1090-2 (désignée EN 1090-2 par la suite) [2] prévoient différentes méthodes pour qualifier un mode opératoire de soudage (voir article MétaléTech « Le soudage dans l’EN 1090-2 – Partie 4 – La qualification des modes opératoires de soudage »). Dans cette publication, nous présentons la qualification par épreuve de qualification dont les principes sont définis dans la norme NF EN ISO 15614-1+A1 [3] (pour le soudage des aciers – désignée ISO 15614-1 par la suite). Pour rappel, cette méthode de qualification est autorisée pour toutes les classes d’exécution selon les exigences de la EN 1090-2 [2]. Il est important de noter que l’ISO 15614-1 [3] définit deux niveaux de qualification : Niveau 1 et Niveau 2. Cette distinction permet d’adapter le niveau des exigences en fonction du type de fabrication à réaliser. Dans le cadre d’une qualification dans le domaine de la construction métallique, le niveau 2, plus strict que le niveau 1, doit être utilisé conformément à la norme EN 1090-2 [2].
Les principes d’une qualification par épreuve de qualification
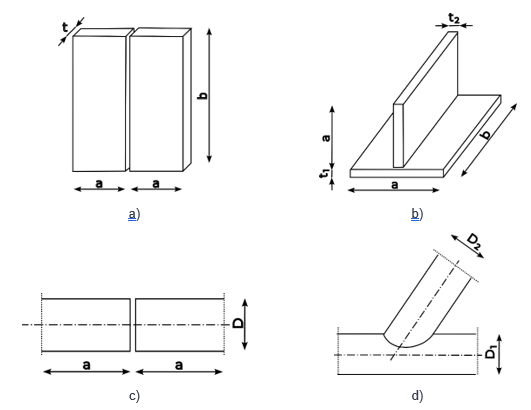
Pour qualifier un mode opératoire de soudage, l’ISO 15614-1 [3] prévoit la réalisation d’un des quatre assemblages normalisés suivants :
Assemblage bout-à-bout de tôle à pleine pénétration (voir Figure 1a) ;
Assemblage bout-à-bout de tube à pleine pénétration (voir Figure 1c) ;
Assemblage en T à pleine pénétration ou par cordons d’angles (voir Figure 1b) ;
Assemblage de piquage de sections creuses tubulaires par soudures à pleine pénétration ou par cordons d’angle (voir Figure 1d).
Cet assemblage normalisé est ensuite soumis à divers essais non destructifs et destructifs pour vérifier la qualité de la soudure.
Figure 1 : Assemblage de qualification : a) bout-à-bout de tôle ; b) T ; c) bout-à-bout de sections creuses circulaires ; d) piquage de sections creuses circulaires
Le fabricant réalise l’assemblage de qualification selon un descriptif de mode opératoire de soudage (DMOS) défini préalablement (dans l’ISO 15614-1 [3], on parle de DMOS-P = DMOS préliminaire). Ensuite, l’assemblage est soumis à des essais destructifs et non destructifs, comme présenté au paragraphe suivant.
Les types et étendues d’essais selon l’ISO 15614-1
Généralités
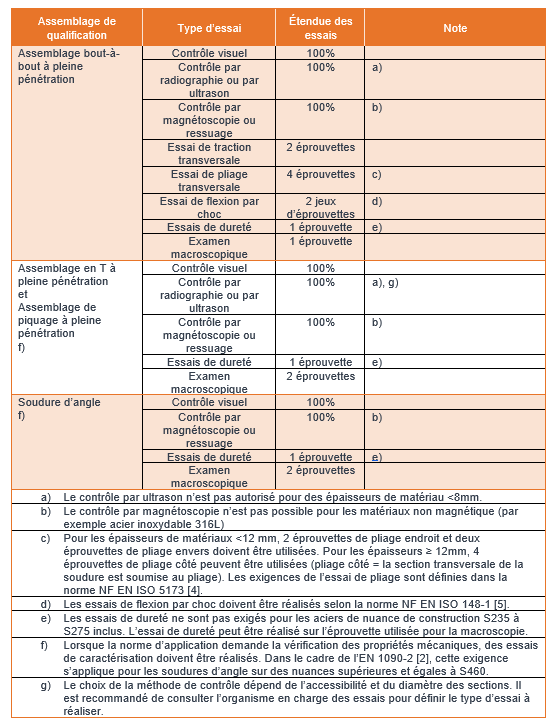
Les types et étendues d’essais à réaliser pour la qualification d’un mode opératoire de soudage selon l’ISO 15614-1 dépendent notamment du type d’assemblage. Le tableau suivant synthétise les essais à réaliser.
Tableau 1: Essais à réaliser pour la qualification d’un mode opératoire
Exigences complémentaires de l’EN 1090-2
1- Pour les soudures par cordons d’angle sur des nuances d’acier supérieures ou égales à S460, un essai de traction doit être réalisé sur des assemblages en croix pour vérifier la résistance des soudures. L’essai de traction doit être exécuté selon l’EN ISO 9018 [6]. Pour la qualification, trois éprouvettes de traction doivent être extraites de l’assemblage de qualification et soumises à l’essai jusqu’à la rupture. Les essais sont considérés comme satisfaisants si :
La rupture s’est produite dans le métal de base et la résistance obtenue pour l’assemblage est supérieure ou égale à la résistance nominale minimale à la traction du métal de base ; ou
La rupture s’est produite dans le métal déposé et la résistance obtenue pour l’assemblage est supérieure ou égale à la résistance à la rupture de la soudure. Dans ce cas, il est nécessaire de déterminer la section transversale et les caractéristiques mécaniques réelles de la soudure. La section transversale réelle peut être déterminée à l’aide d’une macroscopie et les caractéristiques mécaniques du métal déposé peuvent être déterminées à l’aide d’un essai de traction spécifique.
2- La première passe d’une soudure d’angle à forte pénétration doit être qualifiée à l’aide d’une QMOS spécifique. Par « forte pénétration » (c.-à-d. à pénétration partielle), on entend ici une pénétration qui est prise en compte dans le calcul. Cette approche est possible uniquement pour des procédés entièrement mécanisés comme le soudage sous flux (voir fiche Métalétech – Procédé de soudage). La valeur de la pénétration est déterminée à l’aide de trois macroscopies réalisées au début, au milieu et à l’extrémité de la soudure. La valeur minimale de la pénétration doit être retenue.
3- Si des essais de flexion par choc sont exigés (Tableau 1), ils doivent être réalisés à la température la plus basse correspondant aux qualités des aciers assemblés (par exemple -20°C pour un acier de qualité J2 – voir fiche Métalétech – Dénomination des aciers).
4- Pour la qualification d’une soudure sur acier élaboré par trempé et revenu selon la partie 6 de la NF EN 10025 [7], une éprouvette doit être réalisée pour un contrôle micrographique. Il est également nécessaire de réaliser une macrographie qui comprend le métal fondu, la zone de la ligne de fusion et la zone thermiquement affectée. La présence de microfissure n’est pas autorisée.
Limites d’une qualification selon l’ISO 15614-1
Comme montré à la Figure 1, seuls quatre types d’assemblage sont couverts par l’ISO 15614-1. Si la configuration s’éloigne de celles représentées à la Figure 1, la qualification doit être réalisée selon la norme NF EN ISO 15613. Cela peut être le cas pour des assemblages de géométries très complexes, mais aussi pour des assemblages classiques comme le soudage d’une section creuse circulaire sur une tôle. La méthode de qualification définie dans l’ISO 15613 sera présentée dans une future publication métalétech.
Le domaine de validité d’une QMOS réalisée selon l’ISO 15614-1 sera présenté dans la partie 2 de cet article.
Références
[1] NF EN ISO 15607: Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métalliques – Règles générales, AFNOR, Octobre 2019.
[2] NF EN 1090-2+A1: Exécution des structures en acier et des structures en aluminium – Partie 2 : exigences techniques pour les structures en acier, AFNOR, Mai 2024.
[3] NF EN ISO 15614-1+A1: Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métalliques – Épreuve de qualification d’un mode opératoire de soudage – Partie 1 : soudage à l’arc et aux gaz des aciers et soudage à l’arc du nickel, AFNOR, Août 2019.
[4] NF EN ISO 5173: Essais destructifs des soudures sur matériaux métalliques – Essais de pliage, AFNOR, Janvier 2023.
[5] NF EN ISO 148-1: Matériaux métalliques – Essai de flexion par choc sur éprouvette Charpy – Partie 1 : méthode d’essai, ANFOR, Mars 2017.
[6] NF EN ISO 9018: Essais destructifs des soudures sur matériaux métalliques – Essai de traction des assemblages en croix et à recouvrement, AFNOR, Décembre 2015.
[7] NF EN 10025-6+A1: Produits laminés à chaud en aciers de construction – Partie 6 : Conditions techniques de livraison pour produits plats en aciers à haute limite d’élasticité à l’état trempé et revenu, AFNOR, Novembre 2022.