Le soudage dans l’EN 1090-2 – Partie 2: Coordination en soudage
La coordination en soudage est une mission très importante dans le cadre du respect des exigences de la NF EN 1090-2 (EN 1090-2 dans la suite) concernant la maitrise du soudage (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 1). Cette mission peut être assurée par une personne ou par un groupe de personnes. Dans le second cas, les responsabilités en lien avec la coordination en soudage doivent être réparties entre les différentes personnes de l’équipe de coordination. En particulier, les tâches liées au stockage des matériaux de base ou d’apport, l’étalonnage et la vérification des équipements de mesure ou la maintenance des postes, peuvent être allouées à des personnes sans lien avec l’opération de soudage proprement dite.
Dans cette 2e partie, nous donnerons la liste complète des tâches de coordination en soudage prévues dans la NF EN ISO 14731 (ISO 14731 dans la suite). Cependant, avant d’entrer plus en détail dans les tâches de coordination, cette publication présentera les exigences définies dans la NF EN 1090-2.
Coordination en soudage selon la NF EN 1090-2
En classe d’exécution EXC2, EXC3 et EXC4, une coordination en soudage doit être mise en place dans l’entreprise de charpente métallique. En revanche, en classe EXC1 seuleune supervision suffisante de l’opération de soudage est exigée.
On peut noter que l’activité de « supervision suffisante » exigée en EXC1 n’est pas clairement définie dans les normes applicables (EN 1090-2, NF EN ISO 3834, ISO 14731). Elle doit comprendre a minima :
Le suivi des soudeurs durant l’opération de soudage ;
Le contrôle du respect des « instructions de travail » ;
Le contrôle de la qualité de la soudure (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 5 publié prochainement) ;
La vérification de la validité des qualifications des soudeurs (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 3 publié prochainement) ;
La mise en place des actions correctives des non conformités ;
L’approvisionnement des matériaux d’apports et des équipements ;
La participation à la revue des exigences (contractuelles) et la revue technique. En classe d’exécution EXC1, les réunions de revue ne nécessitent pas de formalisme particulier. Elles peuvent prendre la forme d’un échange orale concernant les exigences du contrat.
Ces tâches peuvent être confiées à des personnes assumant d’autres responsabilités dans la production comme le chef d’atelier ou le contremaître. Les tâches peuvent également être confiées à des soudeurs expérimentés qui possèdent les connaissances nécessaires pour prendre en charge les missions liées à la supervision en soudage.
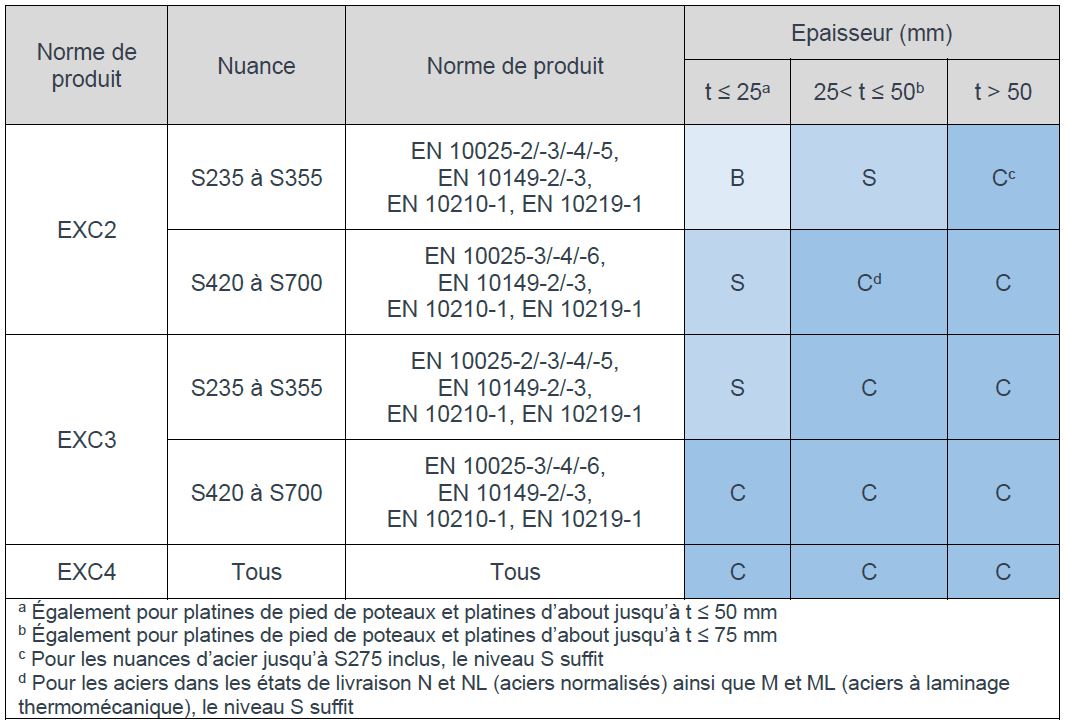
Pour les classes d’exécution EXC2 à EXC4, l’EN 1090-2 définit le niveau de compétence à démontrer par le coordinateur en soudage en se référant à des niveaux définis dans l’ISO 14731 : « B – compétences de base », « S – compétences spécifiques » et « C – compétences complètes » :
Tableau 1 : Niveau de compétence exigé pour le personnel de coordination en soudage selon la NF EN 1090-2
Cependant, l’ISO 14731 reste malheureusement très vague concernant la définition des différents niveaux de compétence en indiquant que :
« Au niveau complet, le personnel de coordination en soudage doit posséder des aptitudes hautement spécialisées en matière de résolution de problèmes… » (extrait du paragraphe 6.2.2 de l’ISO 14731).
« Au niveau spécifique, le personnel de coordination en soudage doit posséder des aptitudes avancées en matière de résolution de problèmes… » (extrait du paragraphe 6.2.3 de l’ISO 14731).
« Au niveau de base, le personnel de coordination en soudage doit posséder des aptitudes élémentaires en matière de résolution de problèmes… » (extrait du paragraphe 6.2.4 de l’ISO 14731).
Dans la version 2006 de l’ISO 14731, une annexe A renvoyait aux systèmes éducatifs établis par l’Institut international du soudage (iiw) qui crée un lien entre des diplômes et les niveaux de compétence de l’ISO 14731 (la version en vigueur de cette norme date de 2019 et ne contient plus cette Annexe A). En revanche, en construction métallique ces diplômes ne sont pas exigés par l’EN 1090-2 mais ils peuvent néanmoins donner une présomption de qualification du personnel. L’ISO/TR 3834-6 (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 1) donne des explications complémentaires en indiquant notamment que le constructeur doit :
Vérifier que toutes les tâches pertinentes de coordination en soudage sont prises en compte ;
Identifier les critères de compétences en termes de qualification, d’expérience et de formation pour les postes de coordination en soudage ;
S’assurer de la compétence des personnes qui ont été nommées coordinateurs en soudage en raison de leur expérience, de leur formation et/ou de leurs qualifications pour chacune des tâches.
Il convient alors de noter ici, qu’il s’agit de la responsabilité du fabricant de nommer un coordinateur en soudage selon des critères de compétences qui sont adaptés à la fabrication. Les diplômes internationaux de l’iiw représentent une possibilité pour le fabricant de justifier de la compétence de son coordinateur en soudage. À titre purement indicatif, le lien entre diplôme iiw et niveau de compétence est donné ici :
Diplôme IWE (International Welding Engineer) peut donner la présomption de compétence pour le niveau complet (C) ;
Diplôme IWT (International Welding Technologist) peut donner la présomption de compétence pour le niveau spécifique (S) ;
Diplôme IWS (International Welding Specialist) peut donner la présomption de compétence pour le niveau de base (B).
En France, en alternative aux diplômes internationaux, un coordinateur en soudage peut également obtenir une attestation de compétences auprès de l’Association Française du Soudage (AFS). Cette attestation est basée sur un audit en atelier permettant de vérifier les connaissances, les compétences et l’expérience du coordinateur.
Cependant, comme l’ISO/TR 3834-6 l’indique, le fabricant peut se baser sur tout autre moyen pour habiliter en interne un coordinateur en soudage, comme notamment l’expérience professionnelle et/ou des formations non diplômantes. Néanmoins, les critères choisis par le fabricant doivent être objectifs et adaptés à la fabrication.
Finalement, le constructeur métallique peut également décider de sous-traiter la coordination en soudage (ou certaines tâches de coordination en soudage) à des intervenants extérieurs. Dans ce cas, le temps de présence du coordinateur extérieur en atelier doit être adapté à l’étendue des tâches sous-traitées.
Les tâches de la coordination en soudage selon la ISO 14731
Au paragraphe précédent, il a été indiqué que l’ISO 14731 n’est pas très précise vis-à-vis de la définition des niveaux de compétence. En revanche, cette norme internationale définit la liste complète des tâches qui doivent être assumées par le(s) coordinateur(s) en soudage. Cette liste est donnée ci-après. On note que les différentes tâches peuvent directement être assurées par le coordinateur en soudage nommé par l’entreprise ou elles peuvent être sous-traitées. Par exemple, les tâches liées aux contrôles non destructifs (ressuage, ultrason, etc.) sont régulièrement sous-traitées étant donné qu’elles nécessitent des formations et qualifications supplémentaires (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 5 publié prochainement).
Les 20 tâche de la coordination en soudage selon l’ISO 14731 :
Revue des exigences ;
Revue technique ;
Sous-traitance (vérification de la compétence/qualification des sous-traitants) ;
Personnel en soudage (vérification de la qualification des soudeurs/opérateurs en soudage) ;
Équipement (achats, maintenance, vérification des équipements de soudage) ;
Planification de la fabrication (établissement des instructions de travail, des descriptifs de modes opératoires et affectation du personnel compétent) ;
Qualification des modes opératoires de soudage (QMOS) ;
Descriptifs de modes opératoires de soudage (DMOS) ;
Instructions de travail (si nécessaires) ;
Produits consommables de soudage (achat, compatibilité avec les modes opératoires qualifiés, stockage) ;
Matériaux (achat, prise en compte des exigences éventuelles de traçabilité, soudabilité) ;
Examens, contrôles et essais avant soudage ;
Examens, contrôles et essais pendant le soudage ;
Examens, contrôles et essais après soudage (voir aussi l’article Métalétech Le soudage dans l’EN 1090-2 – Partie 5 publié prochainement) ;
Traitement thermique après soudage (si applicable) ;
Non-conformité et actions correctives ;
Étalonnage et validation des équipements de mesure ;
Identification et traçabilité (en fonction des exigences du contrat, identification des modes opératoires, identification des soudeurs, identification des réparations, identification des produits consommables) ;
Documentation relative à la qualité (rédaction de la documentation nécessaire, comme par exemple le rapport de la revue des exigences/de la revue technique, les documents de contrôle des matériaux, les rapports de relevés dimensionnels, etc.) ;
Santé, sécurité et environnement (prise en compte de la réglementation).