Soudure dans les angles des profils creux formés à froid
L’Eurocode 3 partie 1-8 [1] prévoit des exigences spécifiques pour le soudage dans les zones écrouies à froids. Cela concerne notamment les angles des profilé creux carrés ou rectangulaires (RHS) formés à froid.
Vieillissement de l’acier
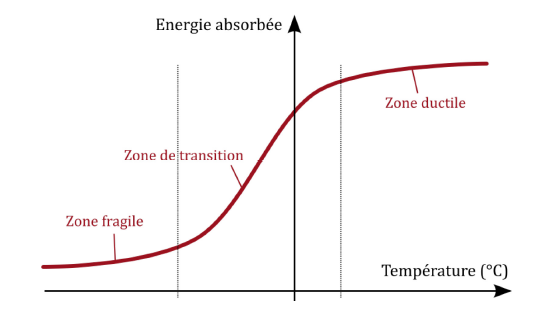
Le vieillissement de l’acier correspond à une évolution des propriétés du matériau à température ambiante. Dans le cas présent, c’est en particulier la réduction de la ductilité qui est visée et qu’on cherchera à éviter. La ductilité de l’acier, ou à l’inverse sa fragilité, peut être caractérisée en mesurant l’énergie absorbée par une éprouvette au cours d’un essai de flexion par choc (énergie de rupture). Plus l’énergie absorbée est élevée, plus l’acier est ductile. À l’inverse, il est fragile lorsque l’énergie de rupture est faible.
Le résultat de cet essai est fortement influencé par la température. Pour un acier typique, il est possible de représenter l’évolution de l’énergie de rupture en fonction de la température de l’éprouvette par une courbe similaire à celle de la Figure 1. Dans le cadre d’une commande d’acier, la qualité permet de préciser une énergie de rupture minimale pour une température donnée (par exemple, 27 Joules à -20°C pour la qualité J2).
Note : Le choix de la qualité de l’acier ne dépend pas uniquement de la température de service, voir la note Métalétech sur le sujet pour plus de détail [5].
Figure 1 : Évolution typique de l’énergie de rupture par rapport à la température
Le vieillissement de l’acier correspond à un décalage de cette courbe vers la droite. L’élément devient alors fragile pour une température plus élevée et peut donc présenter un risque de rupture brutale dans les conditions normales de service. Ce phénomène est notamment provoqué par la présence d’azote (N) en solution dans le métal. Il peut se produire pour des aciers à structure ferritique et en présence d’écrouissage à froid. Dans ces conditions, l’azote en solution va précipiter et former des nitrures de fer (Fe4N), ce qui va induire une réduction de ductilité de l’alliage.
Il possible de limiter le risque d’apparition du vieillissement en limitant la quantité d’azote en solution dans l’acier, ou en ajoutant une quantité suffisante d’éléments chimiques se liant préférentiellement à l’azote, comme l’aluminium, afin de former des composés moins fragilisant.
Les aciers de construction modernes, conformes aux normes produits listées dans l’EN 1090-2 [5], respectent généralement ces critères.
Le vieillissement est accéléré par les hautes températures, et peut prendre plusieurs mois voire années à température ambiante. L’opération de soudage est donc de nature à accélérer ce phénomène dans le métal de base (cycles thermiques).
Exigences de la norme
Des dispositions particulières sont prévues dans l’Eurocode 3 partie 1-8 [1] afin de réduire le risque de vieillissement de l’acier en cas de soudure dans les zones écrouies à froid.
Note : dans la prochaine génération des Eurocodes, ces exigences sont transférées dans la partie 1-10 [2], sans modifications notables dans les versions disponibles au moment de la rédaction de la présente note.
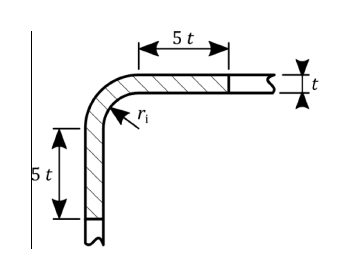
La zone de l’élément où ces dispositions s’appliquent sont l’angle et une distance de 5 fois l’épaisseur de part et d’autre, voir la Figure 2.
Figure 2 : Zone dans laquelle des dispositions particulières s’appliquent en cas de soudage
Dans cette zone, le soudage est possible pour les nuances inférieures ou égales à S460 si l’une des quatre conditions suivantes est satisfaite :
les zones formées à froid sont normalisées après formage à froid mais avant soudage, ceci permet d’éliminer les structures métallographiques spécifiques aux zones écrouies à froid et qui sont sensibles au vieillissement ;
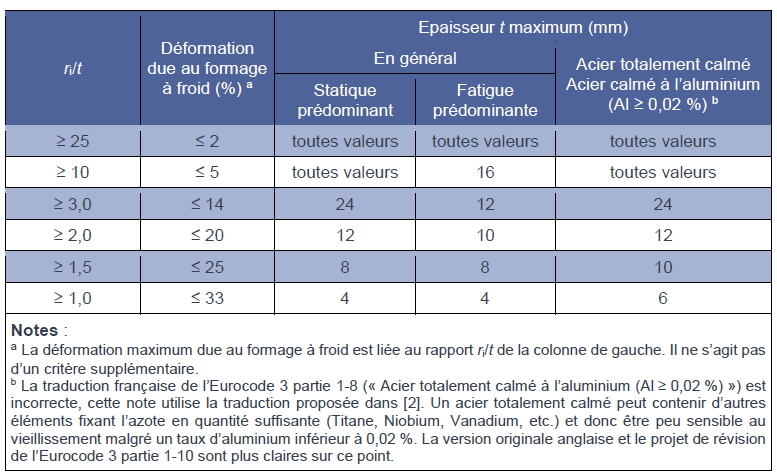
le rapport ri/t et l’épaisseur sont conformes au Tableau 1 ci-dessous ;
à défaut du respect des conditions du Tableau 1, toutes les conditions ci-dessous, spécifiques aux sections creuses formées à froid conformément à l’EN 10219 [3]-[4], sont respectées :
épaisseur ;
la qualité de l’acier est J2H, K2H, MH, MLH, NH ou NLH ;
l’acier est calmé à l’aluminium et l’analyse chimique respecte les limites suivantes : ≤0,18 %, ≤0,02 % et ≤0,012 %.
Note : on verra par la suite que les exigences des versions actuelles de l’EN 10219 parties 1 et 2 [3]–[4] rendent ces conditions spécifiques rarement utiles.
des essais ont pu démontrer que le soudage est acceptable pour l’application particulière visée ;
Note : la définition de l’essai en question n’est pas précisée. Une qualification du mode opératoire de soudage (QMOS) sur la base d’un assemblage de pré-production conformément à l’ISO 15613 [6] peut être envisagée.
Tableau 1 : Conditions pour le soudage dans les zones formées à froid et le matériau adjacent
Profilés creux carrés ou rectangulaires (RHS) formés à froids usuels
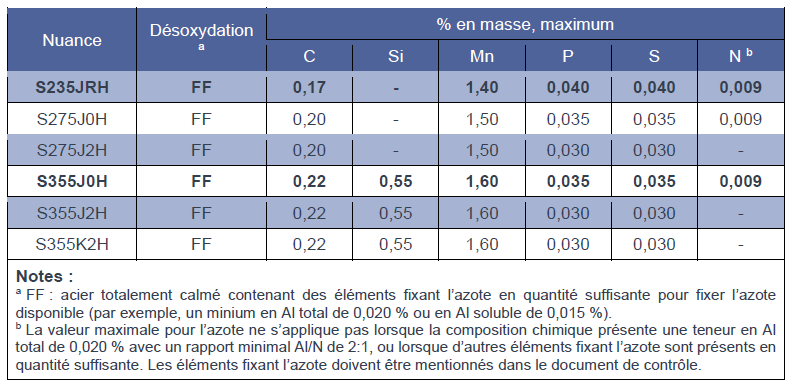
Les profilés creux formés à froid sont couverts par la norme EN 10219 [3]-[4]. La partie 1 [3] détaille les conditions techniques de livraison et notamment les limites de compositions chimiques. La tableau Tableau 2 reprend les exigences de la norme pour les aciers de qualité non alliés. Les lignes en gras correspondent aux nuances les plus communes.
Tableau 2 : Composition chimique pour les aciers de qualité non alliés (reprise du tableau A.1 de [3])
Pour ces nuances, on remarque qu’il est possible d’utiliser la colonne de droite du Tableau 1 pour les aciers totalement calmés ou les aciers calmés à l’aluminium. C’est également le cas pour les nuances d’aciers à grains fins livré à l’état normalisé (NH ou NLH) ou thermomécanique (MH ou MLH).
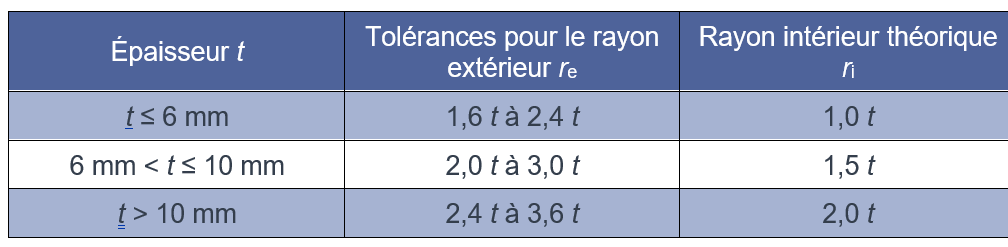
L’EN 10219-2 [4] détaille les dimensions et tolérances pour ces sections creuses. Pour les profilés carrés ou rectangulaires (RHS), le texte donne des exigences sur les tolérances du rayon extérieur de l’angle, voir le Tableau 3.
Tableau 3 : Relation entre l’épaisseur et le rayon de formage de l’angle
Le rayon intérieur théorique est déterminé en retenant la valeur médiane de la fourchette pour le rayon extérieur et en retirant une fois l’épaisseur. Cette démarche est utilisée en annexe de la norme pour la détermination des caractéristiques mécaniques des sections.
On remarque que les rapports ri/t permettent de respecter les conditions d’épaisseur maximale du Tableau 1 jusqu’à t = 12 mm, dans l’hypothèse où il est possible d’utiliser la colonne de droite pour les aciers totalement calmé ou calmé à l’aluminium. Cela implique que tous les profils creux carrés ou rectangulaires formés à froid respectant les exigences de l’EN 10219 parties 1 et 2 [3]-[4] dans leurs versions actuelles, et ayant une épaisseur maximale de 12 mm, peuvent être soudés à proximité de l’angle.
Pour une épaisseur de 12,5 mm (dimension standardisée pour des profils creux de largeur 100 mm minimum), les conditions spécifiques aux sections creuses (qualité et composition chimique) données avant le Tableau 1 peuvent éventuellement s’appliquer. Le certificat matière est à analyser précisément pour s’assurer du respect de ces conditions. Au-delà de cette épaisseur, une analyse plus détaillée est nécessaire.
Références
[1] EN 1993-1-8 : Eurocode 3 – Calcul des structures en acier – Partie 1-8 : calcul des assemblages. NF EN 1993-1-8:2005, AFNOR, 2005.
[2] prEN 1993-1-10(F) CEN ENQ : Eurocode 3 – Calcul des structures en acier – Partie 1-10 : Ténacité du matériau et propriété dans le sens de l’épaisseur. Projet présenté à l’enquête publique en mars 2023.
[3] EN 10219-1 : Profils creux de construction soudés formés à froid en aciers non alliés et à grains fins. Partie 1 : Conditions technique de livraison. NF EN 10219-1:2006, AFNOR, 2006
[4] EN 10219-2 : Profils creux de construction soudés formés à froid en aciers non alliés et à grains fins. Partie 2 : Tolérances, dimensions et caractéristiques de section. NF EN 10219-2:2019, AFNOR, 2019
[5] EN 1090-2 : Exécution des structures en acier et des structures en aluminium – Partie 2 : exigences techniques pour les structures en acier. NF EN 1090-2:2018, AFNOR, 2018.
[6] ISO 15613 : Descriptif et qualification d’un mode opératoire de soudage pour les matériaux métallique – Qualification sur la base d’un assemblage soudé de préproduction. NF EN ISO 15613:2004, AFNOR, 2004.
[7] M. Lukić (2023). Choix du matériau acier vis-à-vis de la rupture fragile. Publication en 3 parties sur le site metaletech.com